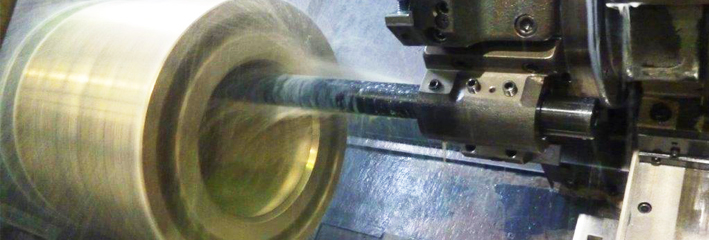
超仕上げ


工作物の表面に面と平行に振動する砥石を軽く押当てて鏡面状態に仕上げる加工法です。結合度の弱い細粒の棒状砥石を用い作業することで摩擦係数を極限まで落とし精度や寿命で信頼のおける部品にしたいというときに用いられる加工です。
外径 ⏀63X1600ℓ
外径硬質クロムメッキ
面粗度Rmax=0.2~0.3S
全面ノースクラッチ、有害なツールマークなし
円筒度真円度0.02以下
両センターに対するTIR0.02以下
精密ホーニング

精密な仕上げに用いる研磨方法として、砥石を取り付けた工具を用いて穴の内面を精密にみがく加工です。
砥石に均一な圧力を加えることによりごく微量ずつ表面を除去することで精密な仕上げが可能になります。
⏀200X650ℓ
内面硬質クロムメッキ
面粗度Rmax=0.2~0.3S
全面ノースクラッチ、有害なツールマークなし
円筒度真円度0.02以下
プランジ研磨

プランジ研磨とは、加工物を回転させている状態で加工物に直角に砥石を当てて研磨を行います。より力が強く伝わるため、能率的な研削が可能で、加工部分の幅が狭い場合や段付き軸などの加工、量産部品の加工によく使われます。
また摺動部など油漏れの対策が必要な箇所にも用いられています。その一方でプランジ研磨では砥石を押し付けて削っている(軸方向に動かさない)為、面粗度UPが難しい加工方法でもあります。
S45C/高周波焼入れ
面粗度Rmax=1.0~1.2S
(Rmax=1.0以下も可能)
プランジ研磨によるパーカー後の変色なし
(研磨焼けなし)